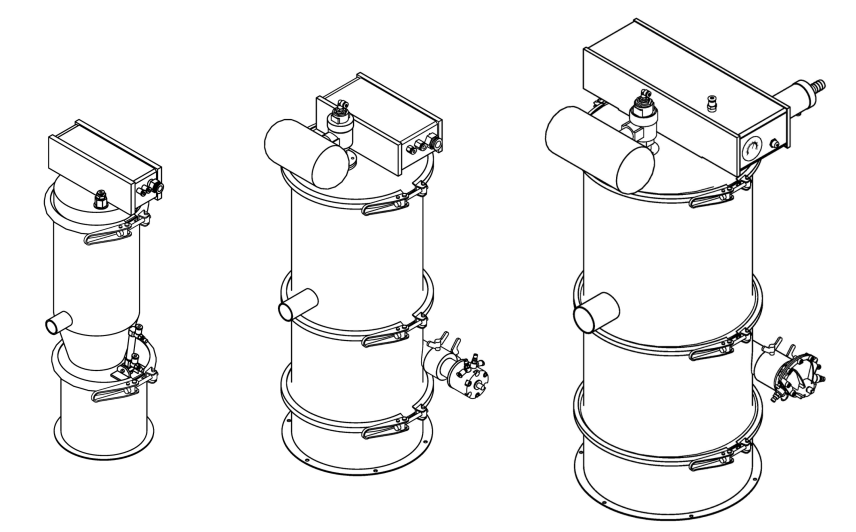
Penghantar Vakum Pneumatik Siri QVC
Prinsip Kerja
Pengumpan vakum ialah mesin penyusuan vakum dengan menggunakan pam vakum pneumatik sebagai sumber vakum.Dengan bahan penyuap vakum ini boleh dihantar terus dari bekas ke dalam pengadun, reaktor, silo, mesin tablet, mesin pembungkusan, ayak getaran, granulator, mesin pengisian kapsul, granulator basah, granulator kering dan disintegrator.Untuk menggunakan penyuap ini boleh meringankan keamatan buruh pekerja, menamatkan pencemaran serbuk dan memastikan proses pengeluaran memenuhi keperluan GMP.
Apabila kekunci "ON/OFF" ditekan, udara termampat masuk ke dalam pam vakum dan pelepasan corong, didorong oleh silinder pneumatik, ditutup, vakum diwujudkan dalam corong.Pengumpan vakum akan membentuk arus udara di bawah vakum.Dikendalikan oleh arus udara ini, bahan disalurkan ke corong vakum melalui hos.Selepas tempoh masa (masa makan, boleh laras) udara termampat terputus, pam vakum pneumatik tidak dapat menghasilkan vakum dan pelepasan corong, didorong oleh silinder pneumatik, terbuka, vakum dalam penyuap vakum hilang, dan bahan secara automatik dilepaskan daripada pelepasan ke dalam mesin penerima (seperti penekan tablet dan mesin pembungkusan).Sementara itu, udara termampat yang disimpan di dalam tangki udara meniup penapis secara terbalik untuk membuat penapis dibersihkan secara automatik.Selepas tempoh masa (masa nyahcas, boleh laras) udara termampat dimulakan semula, pam vakum pneumatik menjana vakum, nyahcas ditutup, penyuap vakum menyuap bahan semula, dengan cara ini penyuap berfungsi dalam kitaran untuk membuat bahan dimasukkan ke dalam mesin penerima secara berterusan.
Untuk penyuap vakum dengan kawalan aras bahan penyuapan automatik direalisasikan dengan corong mesin penerima bahan melalui kawalan aras bahan.Apabila aras bahan lebih tinggi daripada kedudukan dalam corong mesin penerima bahan, penyuap vakum berhenti memberi makan, tetapi apabila aras bahan lebih rendah daripada kedudukan dalam corong, penyuap vakum mula memberi makan secara automatik.Dan memberi makan pada mesin penerima bahan selesai.
Spesifikasi teknikal
| Model | Isipadu Makanan(kg/j) | Penggunaan Udara(L/min) | Tekanan Udara Dibekalkan(Mpa) |
| QVC-1 | 350 | 180 | 0.5-0.6 |
| QVC-2 | 700 | 360 | 0.5-0.6 |
| QVC-3 | 1500 | 720 | 0.5-0.6 |
| QVC-4 | 3000 | 1440 | 0.5-0.6 |
| QVC-5 | 6000 | 2880 | 0.5-0.6 |
| QVC-6 | 9000 | 4320 | 0.5-0.6 |
①Udara termampat hendaklah bebas minyak dan bebas air.
②Kapasiti penyusuan telah ditentukan dengan jarak penyusuan 3 meter.
③Kapasiti penyusuan sangat berbeza dengan bahan yang berbeza.
Penyahpepijatan dan Pemasangan
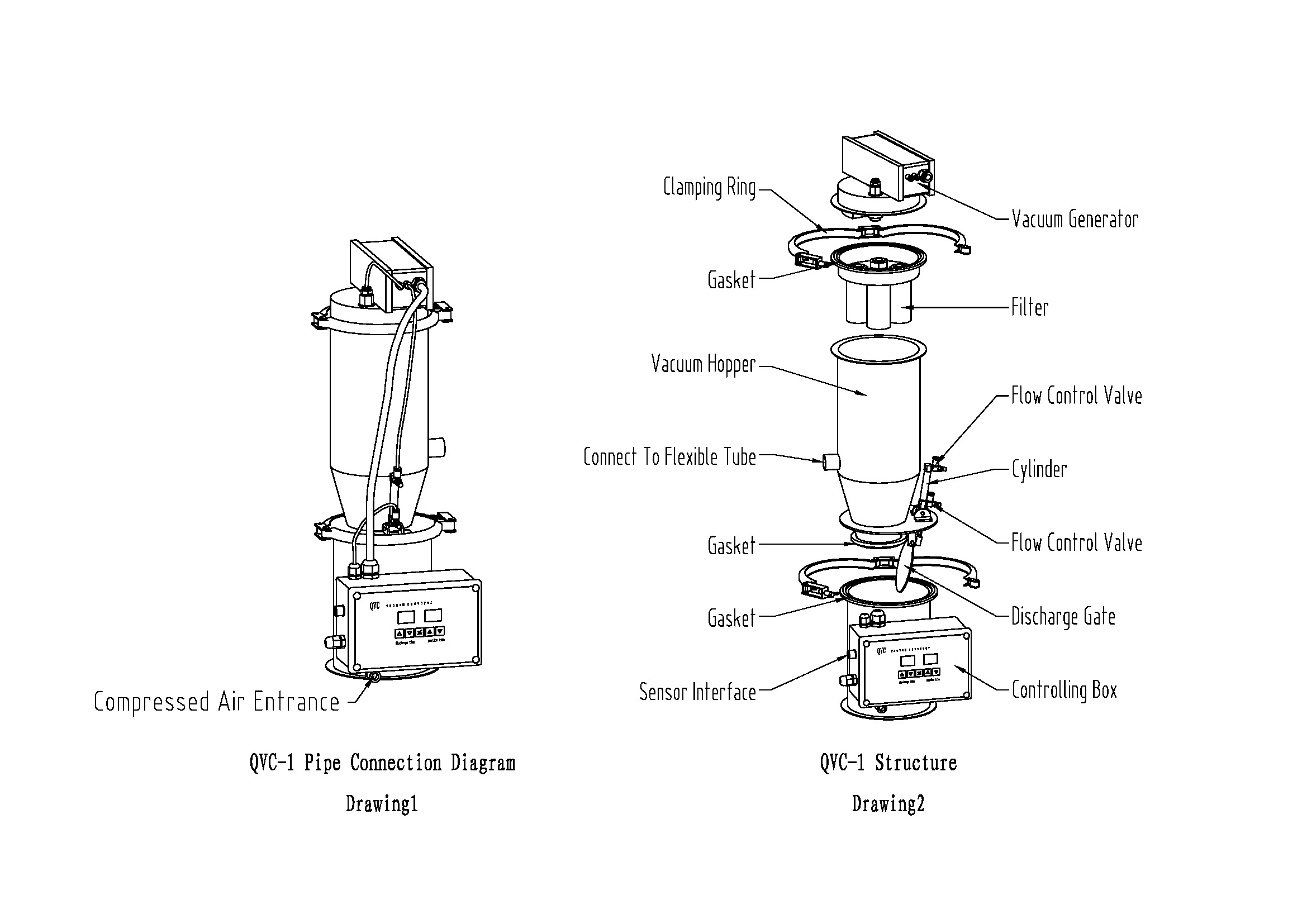
1. Pasangkan corong vakum pada corong penekan kepingan atau mesin pembungkusan (atau mesin lain) dengan cincin.Sekiranya corong vakum tidak boleh dipasang terus pada corong mesin penerima bahan, sokongan boleh dibuat untuk memasang corong vakum.
2. Kotak kawalan digantung pada corong vakum apabila barang dihantar, ia boleh digantung di mana-mana tempat lain yang sesuai mengikut keadaan kerja.
3. Sambungan paip untuk udara termampat.
A. Pemilihan diameter paip untuk kemasukan udara termampat (merujuk kepada bilik pemasangan mesin):
Pilih 1/2″paip untuk QVC-1,2,3;
Pilih 3/4″paip untuk QVC-4,5,6;
Gunakan terus paip φ10 PU untuk penyuap vakum QVC-1.
B. Injap bola atau injap penyahmampatan penapis hendaklah dipasang pada kedudukan di mana paip udara termampat masuk ke dalam bilik mesin.
C. Untuk QVC-1, 2 penyuap vakum, sambungkan saluran keluar injap penyahmampatan penapis ke sambungan masuk udara termampat di bahagian bawah kotak kawalan.Saiz paip udara termampat hendaklah sama dengan sambungan salur masuk udara termampat di bahagian bawah kotak kawalan.
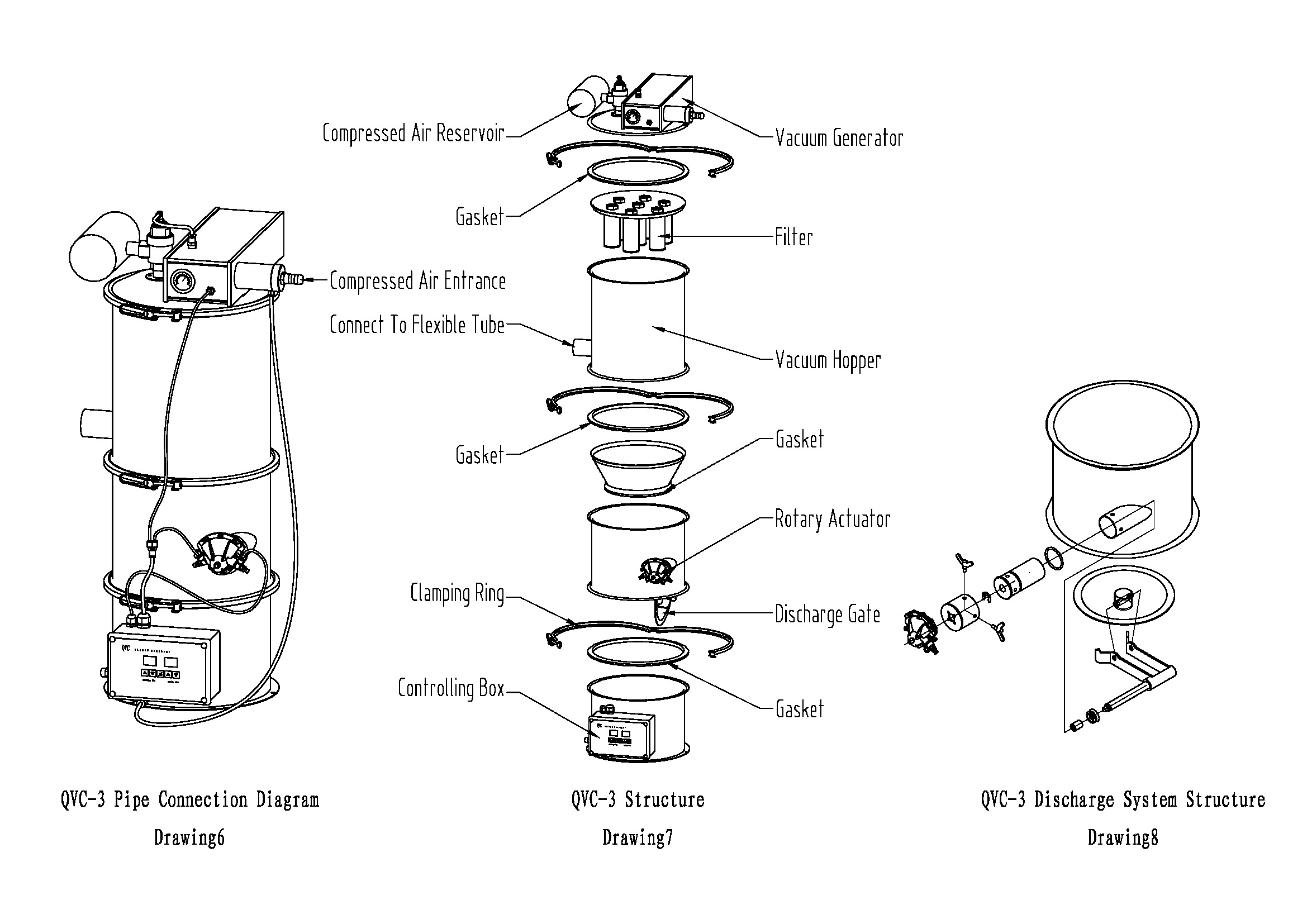
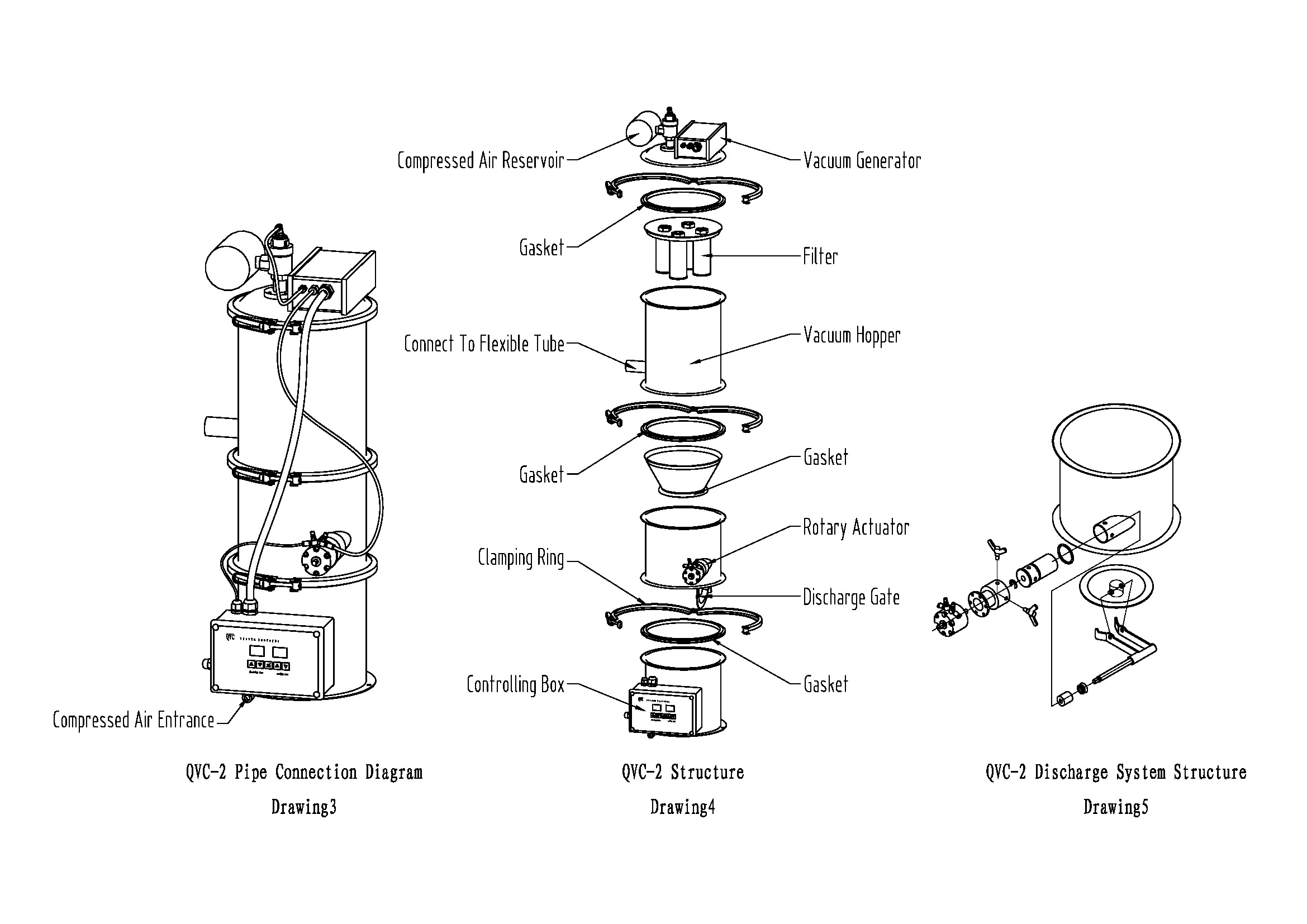
D. Untuk penyuap vakum QVC-3, 4, 5, 6, sambungkan saluran keluar injap penyahmampatan penapis terus ke sambungan masuk penjana vakum.Saiz paip udara termampat hendaklah sama dengan sambungan salur masuk udara termampat pada penjana vakum.
E. Sambungkan paip udara termampat antara kotak kawalan dan penjana vakum mengikut rajah 1 dan 3.
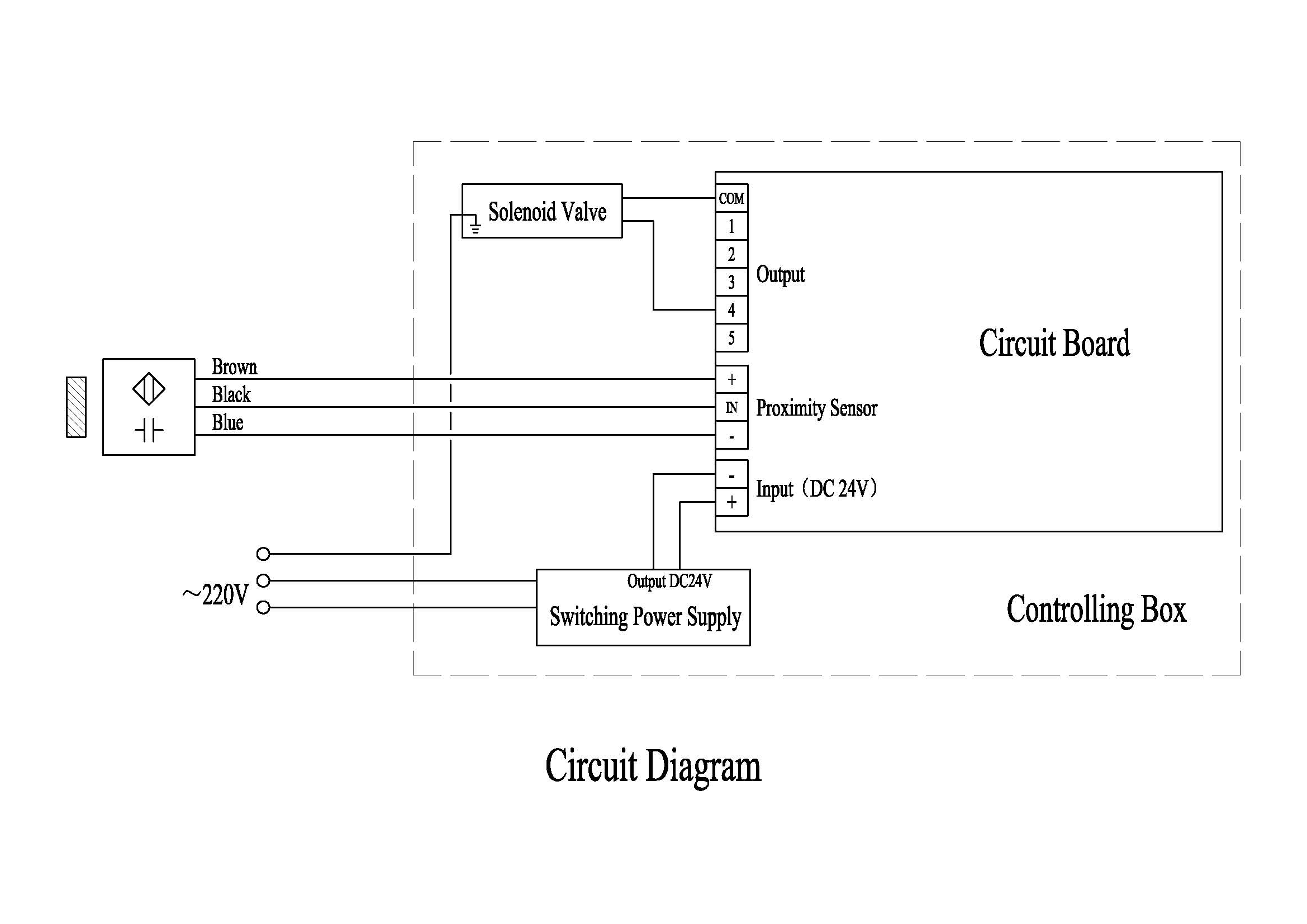
4.Palamkan palam AC 220V ke soket kuasa, paparan masa pada kotak kawalan dihidupkan sekarang, ini bermakna kuasa telah disambungkan pada sistem.Perhatikan kabel kuasa mestilah 3 talian.Kabinet kawalan perlu dibumikan dengan pasti untuk mengelakkan cip kawalan berakhir akibat gangguan.Lihat skema elektrik untuk rajah pendawaian untuk kotak kawalan.
5. Sentuh kekunci untuk peningkatan/penurunan masa.Tetapkan masa penyusuan kepada 5—15 saat dan tetapkan masa nyahcas kepada 6—12 saat.Untuk bahan serbuk masa penyusuan hendaklah ditetapkan lebih pendek dan masa pelepasan hendaklah ditetapkan lebih lama, manakala untuk bahan pelet masa penyusuan hendaklah lebih lama dan masa pelepasan hendaklah lebih pendek.
6. Tekan "ON/OFF" kekunci udara termampat disalurkan ke penjana vakum, vakum dihasilkan dalam corong vakum dan penyusuan direalisasikan.
7. Pada masa ini anda harus memberi perhatian kepada tekanan udara termampat.Tekanan udara yang dibekalkan hendaklah 0.5—0.6Mpa.Tekanan udara yang dibekalkan merujuk kepada tekanan udara termampat dalam sistem apabila penjana vakum berfungsi, iaitu semasa penyusuan.Terdapat tolok pada penjana vakum untuk QVC-3, 4, 5, 6 dan bacaan pada tolok harus dianggap sebagai standard.Tetapi untuk QVC-1, 2 tiada tolok pada penjana vakum dan tolok pada injap penyahmampatan penapis harus dianggap sebagai standard.Dalam penyahpepijatan anda harus memberi perhatian khusus bahawa tekanan udara yang dibekalkan 0.5—0.6Mpa merujuk kepada tekanan udara dalam sistem semasa penyusuan.Semasa nyahcas atau dalam keadaan siap sedia, tekanan yang dipaparkan pada tolok pada injap penyahmampatan penapis hendaklah 0.7—0.8Mpa.Ramai pengguna, apabila mereka memasang penyuap, sering menetapkan injap penyahmampatan penapis pada 0.6Mpa.Jika pada masa ini penjana vakum mula bekerja tekanan sistem tiba-tiba jatuh kepada 0.4Mpa, yang mengakibatkan penyusuan gagal atau kapasiti penyusuan pendek.Untuk penyusuan jarak jauh atau kapasiti suapan yang lebih besar tekanan udara dalam sistem mesti mencapai 0.6Mpa.
Penyelesaian masalah
Penyuapan yang gagal atau kapasiti penyusuan pendek berlaku pada penyuap periksa penyuap mengikut prosedur berikut:
1.Jika tekanan udara yang dibekalkan mencapai 0.5—0.6Mpa.Tekanan udara yang dibekalkan merujuk kepada tekanan udara dalam sistem apabila penjana vakum berfungsi.
2. Jika pelepasan kedap udara.
A.Selepas operasi jangka panjang serbuk tebal tertentu didepositkan pada pelepasan, mengakibatkan pelepasan longgar dan kebocoran vakum.Kemudian pelepasan harus dibersihkan.
B. Selepas operasi jangka panjang, gasket pada pelepasan haus, mengakibatkan pelepasan longgar dan kebocoran vakum.Kemudian gasket perlu diganti.
C.Selepas operasi jangka panjang ada yang tidak kena dengan keberkesanan dan lejang silinder pneumatik.Kemudian silinder perlu diganti.
3. Penapis disekat.Tiup penapis dengan muncung udara termampat dalam kedua-dua arah ke hadapan dan ke belakang.Jika penapis dipercepatkan ia dinyahsekat.Jika anda merasakan penapis lemas, penapis itu disekat dan harus diganti.Atau masukkan penapis yang disekat ke dalam pembersih ultrasonik selama 30 minit untuk pembersihan.
4. hos sedutan bahan disekat oleh bahan aglomerat besar.Ini biasanya berlaku pada salur masuk muncung sedutan bahan keluli tahan karat atau pada salur masuk corong vakum.
5. Gelang pengapit tidak diikat antara kepala pam dan corong, antara bahagian corong, mengakibatkan kebocoran sistem dan menyebabkan penyusuan gagal atau kapasiti penyusuan berkurangan.
6. Sistem tiupan terbalik menjadi salah.Setiap kali feeder mengeluarkan bahan, udara termampat dalam tangki udara meniup penapis secara terbalik untuk memastikan terdapat serbuk nipis pada permukaan penapis.Jika sistem tiupan terbalik tidak betul, serbuk yang lebih tebal didepositkan pada permukaan penapis, rintangan yang meningkat menjadikan penyuapan menjadi mustahil pada penyuap vakum.Dalam kes ini sistem tiupan terbalik harus diganti.
Pembersihan
Di farmasi kerana pelbagai jenis dan nombor lot pengumpan vakum perlu dibersihkan dengan kerap.Kami telah mempertimbangkan sepenuhnya keperluan pengguna ini apabila kami mereka bentuk penyuap vakum pneumatik.Untuk pembersihan, pengguna hanya perlu melakukan perkara berikut:
1.Longgarkan agraffes untuk menanggalkan pemasangan pam vakum pneumatik.Pam vakum pneumatik, tangki udara dan penutup disambungkan sebagai pemasangan bersepadu, yang tidak perlu dibersihkan dengan air.
2. Tanggalkan pemasangan penapis dan tiup serbuk pada paip penapis dengan udara termampat.Kemudian basuh berulang kali dengan air panas.Selepas mencuci tiupkan baki air di dinding paip penapis dengan udara termampat.Sekarang paip penapis harus sangat cepat selepas meniup berulang kali.Jika anda rasa penapis lemas, ini bermakna masih ada baki air di dinding paip penapis.Dan anda perlu terus meletupkannya dengan udara termampat, kemudian biarkan ia sejuk atau keringkan.
3. Longgarkan cincin pengapit, tanggalkan corong vakum dan basuh corong dengan air.